PLC���M����������c��(y��ng)��
ժҪ
�ɾ�����߉������(Prgogrammable Logic Conortller)����ɿ��Ըߡ����ɔ_�������������S���ȏ����g(sh��)��(y��u)��,�ɞ�Ŀǰ�Ԅӻ��I(l��ng)������������b�á�Ȼ��,PLC߀��ֻ�dzГ�(d��n)������Ŀ��ƹ���,�������ƺ�PID�������ơ��S�����I(y��)�IJ���l(f��)չ,�^�̌���Խ��Խ��(f��)�s,�Ǿ��ԡ������(sh��)�W(xu��)ģ���y�Խ���,�μ���PID���ƺ��y�M�����Ҫ�����M���Ʋ��Ԍ��ڽ�Q�@�ϵ�y(t��ng)�Ŀ��Ɔ��},�@ʾ������ă�(y��u)�ݡ���˰����M����Ƕ�뵽PLC���Ǯ�(d��ng)ǰһ���о����c��
Փ��������ǰ���о��Ļ��A(ch��)�Ͽ��Y(ji��)�����M���Ʋ�����PLC�ό��F(xi��n)���о��F(xi��n)��,���c������PLCģ����������PLC�A(y��)�y�������Č��F(xi��n)�������S���B�����T��SIMATIC S7-300 PLCϵ�y(t��ng)����M�B(t��i)ܛ��STEP7,���o���˻���S7һ300PLC�ij�Ҏ(gu��)����ϵ�y(t��ng)�ĽM�B(t��i)�ͻ��������㷨�Č��F(xi��n)���ڴ˻��A(ch��)��,���c�о������M���Ʋ�����ģ���㷨���A(y��)�y�㷨,�Y(ji��)��PLC�����c,�o���˻���PLC��ģ�����ƺ͆�ֵ�V�x�A(y��)�y���ƵČ��F(xi��n)����,��Ԕ��(x��)�U����PLCģ����������PLC�A(y��)�y���������O(sh��)Ӌ���E�����,�Y(ji��)�Ϲ��I(y��)����ģ��,��������ϵ�y(t��ng),��C��PLCģ����������PLC�A(y��)�y�������Ŀɿ��Ժ���Ч�ԡ�
Փ�ĵĹ�����ֱ���PLC���M���Ʋ��Ԍ��F(xi��n)�Ŀ�����,����PLC�����M���Ƶ��о��_�����Կ�ϵ�y(t��ng)�о���һ���µ��I(l��ng)��,����PLC�ڹ��I(y��)�еďV����(y��ng)��,���Ի���PLC�����M���������V韵İl(f��)չǰ����
�P(gu��n)�I�~��PLC��STEP7��ģ�����ƣ��A(y��)�y����
��һ�� ǰ��
1.1 Փ���о���Ŀ�ĺ����x
�ɾ�����߉������(Programmable Logic Controller,PLC)���пɿ��Ըߡ����ɔ_�������������S���ȏ����g(sh��)��(y��u)��,�ѽ�(j��ng)�ɞ�Ŀǰ�Ԅӻ��I(l��ng)�����������ϵ�y(t��ng)��Ȼ��,��Ŀǰ�đ�(y��ng)����r����,PLC߀��ֻ�dzГ�(d��n)������Ŀ��ƹ���,�������ơ���(sh��)��(j��)�ɼ���PID�������ơ�����PLC�S��Ҳ����a(ch��n)Ʒ���O(sh��)Ӌ��PIDģ�K���mȻPID�㷨�����кܸߵķ�(w��n)����,������һЩ��(f��)�s����ϵ�y(t��ng),PID���ƺ��y�M�����Ҫ��,�@ҲʹPLC�İl(f��)չ���R��һ�N����(zh��n)"�S��Խ��Խ���PLC�a(ch��n)Ʒ�cIEC1131һ3��(bi��o)��(zh��n)����,PLC����ϵ�y(t��ng)Խ��Խ�_��,�����M�����㷨Ƕ��PLC��Ҏ(gu��)����ϵ�y(t��ng)�ɞ���ܡ����n�}�Ĺ��I(y��)���ƌ��H��(y��ng)�ýǶȳ��l(f��),��PLC�Ŀ��ƹ����M��������о���̽ӑ,����ߺ͔UչPLC�������đ�(y��ng)��ˮƽ�͑�(y��ng)�÷��������n�}:PLC���M�������ܵ��о��c��(y��ng)��,��Ŀ����ͨ�^�о�ʹһЩ���M�����㷨��PLC���M�B(t��i)ϵ�y(t��ng)�ϵ��Ԍ��F(xi��n),���_�l(f��)����(y��ng)�đ�(y��ng)�ó���,��(j��ng)�^��C����K��(y��ng)�õ����I(y��)�^�̿�����ȥ��
��PLC�M�B(t��i)ϵ�y(t��ng)�Ќ��F(xi��n)���M�����㷨,�����A(y��)�y�����㷨��ģ��߉�����㷨,�γɾ����˹����ܵĿ���ģ�K���W(w��ng)�j(lu��)ϵ�y(t��ng),�ܴ�����ϵ�y(t��ng)�Ŀ���ˮƽ,���ƿ����|(zh��)�����Ľ�(j��ng)���Ƕȁ���,ĿǰPLC���a(ch��n)�̵�һЩ�a(ch��n)Ʒ�߂����M����ģ�K,��ģ��ģ�K���������ăr��ʮ�ְ��F,�ҷ��]���^��,���m���҇���С����I(y��)�Ĺ��I(y��)���졣����_�l(f��)�^��ͨ�õ����M�㷨���F(xi��n)���g(sh��),�����҇���С����I(y��)�Ĺ��I(y��)������кܴ�����x,�ȿɽ������a(ch��n)�ɱ�,�ֿ���߽�(j��ng)��Ч�档
ģ�������c�A(y��)�y���������ܿ����м��g(sh��)�^�����ķ�֧,���,���ƺ��_�l(f��)���m�Ϲ��I(y��)�h(hu��n)���Č��r���M�����_�l(f��)����,���F(xi��n)ģ�����ơ��A(y��)�y����Ƕ��PLC,�c��Ҏ(gu��)���Ƽ����\��,���M���ƏĽ��ڡ����������߳���,���F(xi��n)���M���ƵĹ��̻������û����D(zhu��n)����������a(ch��n)��,���s�̿���ϵ�y(t��ng)�_�l(f��)����,�ӿ����M���Ƽ��g(sh��)�ďV����(y��ng)��,����҇��Ĺ��I(y��)�Ԅӻ�ˮƽ�����ش�����x��
1.2 ����(n��i)���īI(xi��n)�C��
1.2.1 ���M���Ƶİl(f��)չ���F(xi��n)��
���^�̹��I(y��)��,��40����_ʼ,����PDI����Ҏ(gu��)�ɵĆ�ݔ���ݔ�����η������ƻ�·���ɞ��^�̿��Ƶĺ���ϵ�y(t��ng)��Ŀǰ,PID�����ԏV����(y��ng)��,�������ڴ�������DCS���Ƶ���F(xi��n)���Ĺ��I(y��)���a(ch��n)�^����,�@�·��ռ����·80%һ90%���@�����PID�����㷨�nj��˵ĺ��ζ���Ч�����Ŀ��Y(ji��)��ģ��,���ԾS�oһ���^�̵�ƽ��(w��n)�����c�\��,�����@��㷨�����ґ�(y��ng)�Úvʷ�ƾ�,���I(y��)����^��Ϥ�������ܡ�Ȼ��,�λ�·PID���Ʋ������m�������е��^�̺Ͳ�ͬ��Ҫ��50����_ʼ,��u�l(f��)չ�˴�������ֵ��ǰ���������Smith�A(y��)�����Ƶȏ�(f��)�s����ϵ�y(t��ng),����(d��ng)�r�����M����ϵ�y(t��ng),�ںܴ�̶��ϝM���ˆ�׃������ϵ�y(t��ng)��һЩ����Ŀ���Ҫ��
�ڹ��I(y��)���a(ch��n)�^����,����10%һ20%�Ŀ��Ɔ��}�����������Ʋ��ԟo����Ч,���漰�ı����^���������Џ�ź���ԡ����_���ԡ��Ǿ��ԡ���Ϣ����ȫ�Ժʹ��������,�����������̵ļs���l��,����Ҫ�������������(sh��)�����a(ch��n)�^�̵ĺ��IJ���,ֱ���P(gu��n)ϵ���a(ch��n)Ʒ���|(zh��)�������a(ch��n)�ʺͳɱ������P(gu��n)ָ��(bi��o)���S���^�̹��I(y��)����������ͻ����B�m(x��)��,�����I(y��)���a(ch��n)�^�̿��Ƶ�Ʒ�|(zh��)����˸��ߵ�Ҫ��,�����c��(j��ng)��Ч���ì����څ���J,������Ҫһ��m�����M���Ʋ��ԡ�
��50���ĩ�l(f��)չ�������Ԡ�B(t��i)���g���������w�ĬF(xi��n)��������Փ,���^�̿��Ǝ����ˠ�B(t��i)������ݔ����������ź���ơ����m��(y��ng)���Ƶ�һϵ�ж�׃������ϵ�y(t��ng)�O(sh��)Ӌ������������׃�����Ʋ������������IJ���֮̎,���I(y��)�^�̵ď�(f��)�s��ʹ�ý��������_�Ĕ�(sh��)�W(xu��)ģ�ͱ��^���y��ͬ�r,Ӌ��C���g(sh��)�ij��m(x��)�l(f��)չʹ��Ӌ��C�����ڹ��I(y��)���a(ch��n)�^���еõ��ˏV���đ�(y��ng)��,�����Ӌ�����������Á�����^ȥ�J(r��n)���ǟo�����Ć��},�@һ�ж��������^�̿����I(l��ng)�����ͻ�ơ�
����80���,���F(xi��n)���S��s��ģ���A(y��)�y���ƵĹ��̻�ܛ������ͨ�^��ģ���R�e����(y��u)���㷨�����ƽY(ji��)��(g��u)����������(sh��)���������P(gu��n)��(w��n)���Ժ��������о���һϵ�й���,����ģ�Ϳ��Ƶ���Փ�wϵ�ѻ����γ�,���ɞ�Ŀǰ�^�̿��Ƒ�(y��ng)����ɹ�,Ҳ����ǰ;�����M���Ʋ��ԡ������,�˹����ܼ��g(sh��)�����L����L�M�����S��ƌW(xu��)�c�����I(l��ng)����ȡ�����^�V���đ�(y��ng)�á����^�̿��ƶ���,����ϵ�y(t��ng)����(j��ng)�W(w��ng)�j(lu��)��ģ��ϵ�y(t��ng)�����Н��������N���ߡ�����ϵ�y(t��ng)�������^�̹����\�ࡢ�O(ji��n)�����ơ��z�y�x���Ϳ��ƻ�·��Ч�ԙz��Ы@�óɹ���(y��ng)��"��(j��ng)�W(w��ng)�j(lu��)�t���Ԟ��(f��)�s�ķǾ����^�̵Ľ�ģ�ṩ��Ч�ķ���,�M���������^��ܛ�y���Ϳ���ϵ�y(t��ng)���O(sh��)Ӌ�ϡ�ģ��ϵ�y(t��ng)���H����֮��Ч��ģ��������Փ���A(ch��),���������ɞ���_(d��)�_���ԺͲ��_���ԃ��ϲ��្�@Щ��(j��ng)�ʹ֮�ɞ�֪�R�M�����M�Ժ�Ŀ���,Ҳ�������M���Ƶ���Ҫ��(n��i)�ݡ�
�������M�����ܿ����㷨�ď�(f��)�s�Ժ�Ӌ��CӲ���ɷ������ص�Ӱ�,���ڵ����M�����㷨ͨ������PC�C��UNIX�C�ό�ʩ�ġ��S��DCS���ܵIJ�������,��������M���Ʋ��Կ����c�������ƻ�·һ����DCS����վ�ό��F(xi��n)������l(f��)�_(d��)����?gu��)�������I(y��)��������DCSϵ�y(t��ng)���������ܻ��O(sh��)��팍�F(xi��n)�����a(ch��n)�^�̵Ŀ���,���ڴ˻��A(ch��)��ͨ�^��ʩ���M�����c��(y��u)���^���������ϵ�y(t��ng)�����ܡ������f,�����ܿ���ϵ�y(t��ng),������DCSϵ�y(t��ng)���ռ������M���Ƶđ�(y��ng)���ṩ�ˏ�������Ӳ����ܛ��ƽ�_�������70���ĩ���_ʼ�����M���Ƽ��g(sh��)��Ʒ��ܛ�����_�l(f��)����(y��ng)��,����DCS�Ļ��A(ch��)�ό��F(xi��n)���M���ƺ̓�(y��u)�������Ĭ����˾��Delta V��Honeywell��˾��TDC3000,�����M����ܛ��RMPCT��RPID���ڬF(xi��n)���Č��H��(y��ng)�ö��������Լ���DCSϵ�y(t��ng)�ϡ����y(t��ng)��PLC���ڲ�֧�ָ��c�\���Լ����M��������횵ľ��_�ĕr�g,���,����ģ��߉������,���������M���Ʋ��]����PLCƽ�_�ό��F(xi��n)��Ȼ��,���^�̹��I(y��)�д��ϵ�y(t��ng)ʹ�����M�`���PLC����ϵ�y(t��ng),���1996��Barnes�����һ�N����PCһPLCͨӍ�Ļ�Ϸ�ʽ,ͨ�^���ƾW(w��ng)�j(lu��)���F(xi��n)Ӌ��C�cPLC��ͨӍ,�Ķ����F(xi��n)���M���ơ�
1.2.2 PLC�ڹ��I(y��)�����I(l��ng)��đ�(y��ng)�ü����ڵĆ��}
(һ)PLC�ڹ��I(y��)�Ԅӻ������еđ�(y��ng)��
�ɾ���߉������(PLC)��һ�N��(sh��)���\����������ϵ�y(t��ng),���鹤�I(y��)�h(hu��n)����(y��ng)�ö��O(sh��)Ӌ�������ÿɾ�����Ĵ惦��,�ÊA�����(n��i)���惦��(zh��)��߉�\�㡢�����ơ����r��ӛ��(sh��)�����g(sh��)�\��Ȳ���ָ��,��ͨ�^��(sh��)��ʽ��ģ�Mʽ��ݔ���ݔ��, ���Ƹ��N��͵ęCе�����a(ch��n)�^�̡��ԏ�1969���һ�_PLC�����������ԁ�,�����I(y��)�l(f��)�_(d��)�������^�Ƴ��Լ���PLC�a(ch��n)Ʒ,�l(f��)չʮ��Ѹ��,�䑪(y��ng)�Î��鼰���I(y��)�Ԅӻ��ĸ����I(l��ng)��PLC�ڹ��I(y��)�����I(l��ng)��đ�(y��ng)�ÿɷ֞����N���:
1.�_�P(gu��n)����߉����
�@��PLC���������V���đ�(y��ng)���I(l��ng)��,��ȡ�����y(t��ng)���^�������ϵ�y(t��ng)�����F(xi��n)߉���ơ�������,�����چΙC���ơ����CȺ�ء��Ԅӻ����a(ch��n)���Ŀ��ơ�
2.λ�ÿ���
�����(sh��)PLC������,Ŀǰ���ṩ�τӲ��M늙C���ŷ�늙C�Ć��S����Sλ�ÿ���ģ�K���@һ���V�����ڸ��N�Cе,����������C�������ٳ��͙C�����b��Cе���C���˺���ݵȡ���PLC��Ӌ��C��(sh��)�أ�CNC���b�ýM��һ�w,���Ԍ��F(xi��n)�xɢ���ּ��Ĕ�(sh��)ֵ����,�M�ɔ�(sh��)�ؙC������ϵ�y(t��ng)��
3.�]�h(hu��n)�^�̿���
�^�̿�����ָ���ضȡ��������������B�m(x��)׃����ģ�M�����]�h(hu��n)���ơ��F(xi��n)������PLC������PID�ӳ����PIDģ�K,�Ɍ��F(xi��n)�λ�·�����·���Ԅ��{(di��o)��(ji��)���ơ�
4.���ڽM�ɶ༉����ϵ�y(t��ng),���F(xi��n)���S�Ԅӻ��W(w��ng)�j(lu��)
5.Ӌ��C����λǰ�˼�����
�߹���PLC����������Ƶ�ͬ�r,߀�܉��M�Д�(sh��)ֵ�\��ͺ��εĔ�(sh��)��(j��)̎��,���Ђ��������(q��)�����Ľӿڡ�
�ڶ�������a(ch��n)���`��,��u�γ���PLC��DCS�cIPC���㶦��֮��,���1-1��,߀�������Ćλ�·����ʽ�{(di��o)��(ji��)�������Ј���ռ��һ���İٷֱȡ�

�S�����g(sh��)�İl(f��)չ���Ј����������,PLC�ĽY(ji��)��(g��u)���ܲ�����M,���a(ch��n)�S�Ҳ����Ƴ����ܸ������®a(ch��n)Ʒ���F(xi��n)��PLC�İl(f��)չ����Ҫڅ��������;W(w��ng)�j(lu��)�����߿ɿ��ԡ��õļ����ԡ���ܷ���l(f��)չ��һ��������PLC�cPC�C(li��n)��ϵ�y(t��ng),Pc�C��ԭ���������˙C�������վ������,�@20���o(j��)90������³���,�@�Ӟ�ϵ�y(t��ng)���Ɏ������̙C,ͬ�r����ܛ�����˙C����ܛ��(�O(ji��n)��ܛ����Q�M�B(t��i)ܛ��)��ܛ���ӿ�(��Q�(q��)��ܛ��)Ҳ�õ��˰l(f��)չ�������,PLC�S����ԭ��CPUģ�����ṩ�����RS232/422/485�ӿڵĻ��A(ch��),��u�����˸��NͨӍ�ӿ�,�����ṩ������ͨӍ�W(w��ng)�j(lu��)�����ڽ��픵(sh��)��(j��)ͨӍ���g(sh��)�l(f��)չ�ܿ�,�Ñ��_����Ҫ�����,�F(xi��n)���������g(sh��)����̫�W(w��ng)���g(sh��)Ҳͬ���l(f��)չ,����PLC��(g��u)�ɵ�PCSϵ�y(t��ng)��DCS���_������̎�ĬF(xi��n)�����һЩ��Ŀǰ�_���f��AB��˾���γ��˶��ӽY(ji��)��(g��u)�wϵ,��Ether Net��ControlNet��Device Net��Asi�ȬF(xi��n)�����������T�ӹ�˾��Profibus-DPͨӍ�W(w��ng)�j(lu��)��ProfibusһFMS�W(w��ng)�j(lu��)����,�����S7 Routing�W(w��ng)�j(lu��),��Profibus-DP��Indusrtial-Enternet�ɌӽY(ji��)��(g��u)���W(w��ng)�j(lu��)�����B�ǻ�(li��n)�W(w��ng)���},�����B�ǬF(xi��n)���������},����F(xi��n)�оW(w��ng)�j(lu��)�ܷ�����̫�W(w��ng)��e�W(w��ng)���ס���ʽ���W(w��ng)�j(lu��)���ÿ͑���/����(w��)����ʽ���g�[��/����(w��)����ʽ�����a(ch��n)��/���M�߷�ʽ���ӿ�ܛ������OPC��ʽ�Ȇ��}���д��Mһ���䌍��PLC�c����MCC�R�_(d��)�������ġ��c��(sh��)�ؙC������NOCNC��(sh��)���O(sh��)��,�Լ��c�����\�п���ϵ�y(t��ng)��늿��O(sh��)�䡢׃�l����ܛ���������B��ϵ�y(t��ng)��PLCҪ�cDCS�ֹ�����,�䮔(d��ng)DCS���h(yu��n)��1/0վ�ȣ�PLCҪ�cPIC�ֹ�����,����PIC���˙C������,��ܛ��PLC��1/0����Ҳ�ǿ��еģ�����߀��PLC�c�o��ͣ܇��ȫϵ�y(t��ng)(ESD,Emergency Shut Down Systems)���P(gu��n)ϵ���c���w�}�졢�C���ˡ�CAD/CAM�ȵȶ�Ҫ̎�����P(gu��n)ϵ����֮,PLCҪ���ݸ��N�¼��g(sh��),ʹPLC�ɞ��������x�ϵġ���X0�����ڰ�ʮ�������ʮ�������,��PLC�l(f��)չ���ĕr��,�����L��һֱ���֞�30~40%������PLC�˙C(li��n)ϵ̎��ģ�M�����;W(w��ng)�j(lu��)���湦�ܵ��M��,�Dռ��һ����DCS���Ј�(�^�̿���)����u�Ŕ�����ˮ̎�����ИI(y��),�������ڹ��I(y��)PC(PIC)�ij��F(xi��n),�e�ǽ�����F(xi��n)���������g(sh��)�İl(f��)չ,PIC��FCSҲ�Dռ��һ����PLC�Ј�,���Խ����PLC���L�ٶȿ����f�ǝu����Ŀǰȫ������200���S�����a(ch��n)300��Ʒ�NPLC�a(ch��n)Ʒ,��Ҫ��(y��ng)������܇(23%)���Zʳ�ӹ�(16.4%)�����W(xu��)/��ˎ(14.6%)������/�Vɽ(11,5%)�����{/�켈(11.3%)���ИI(y��)����PLC��(y��ng)�÷���,�҇��Ǻܻ��S��,�����ÿ��s��Ͷ��10�f�_��PLC�a(ch��n)Ʒ,���N���~30�|�����,��(y��ng)�õ��ИI(y��)Ҳ�V�������c�����������,�ڙCе�ӹ������a(ch��n)������đ�(y��ng)��,߀��Ҫ�Ӵ�Ͷ�롣�҇��Ј������е�������PLC�a(ch��n)Ʒ:ʩ�͵¹�˾,�����������x��S���MĪ�Ͽ���˾�Įa(ch��n)Ʒ,Ŀǰ��Quantunm��Premium��Momentum�Ȯa(ch��n)Ʒ���_���f����˾(����AB��˾)PLC�a(ch��n)Ʒ,Ŀǰ��SLC��Micro Logix��Control Logix�Ȯa(ch��n)Ʒ�����T�ӹ�˾�Įa(ch��n)Ʒ,Ŀǰ��SIMATIC S7һ400/300/200ϵ�Юa(ch��n)Ʒ��GE��˾�Įa(ch��n)Ʒ���ձ��Wķ�������⡢��ʿ�����µȹ�˾�a(ch��n)Ʒ��
PLC�đ�(y��ng)���I(l��ng)���nj�韵�,߀���S���I(l��ng)���_��,�����ں��P(gu��n)�^��܇�v�J(r��n)�C���Ԅ���ˎ(������ˎ��)���҇����Ќ���������,���xɢ�¼�ϵ�y(t��ng)��,�繫·�W(w��ng)��ͨ��(܇�vӋ��(sh��)���˿�Ӌ��(sh��)��ͣ���r�gӋ��)������ϵ�y(t��ng)����������ϵ�y(t��ng)(��������ϵ�y(t��ng))��һ�зǘ�(bi��o)��(zh��n)����(w��)ϵ�y(t��ng)��,�����Բ���PLC,�M����ģ�Ͳ�ȡ���߲���(y��u)����
(��)PLC�ڹ��I(y��)�Ԅӻ������д��ڵĆ��}
PLC�����ȱ�c��ܛӲ���wϵ���]�����ÿ���������ͨ�žW(w��ng)�j(lu��)�f(xi��)�h������˾�ĽY(ji��)��(g��u)��һ�µȆ��}��ɸ��N�����ݡ��mȻ1992���C���ˡ��ɾ�����������ľ���ܛ����(bi��o)��(zh��n)�������Ǻܶ�I(y��)���a(ch��n)�ĭh(hu��n)��������PLC��ʹ�îa(ch��n)��Ӱ푣��Ķ����K�������\�С�
1���ض����ơ�PLC�Ĺ����ض����ƞ�0�桫55�棬��ˣ���PLC�İ��b�^����Ҫ���]��ɢ���Ե�Ҫ��ֹꖹ�ֱ�䣬�M���h(yu��n)�x�l(f��)������������O(sh��)�䡣����܇��ضȴ���55�棬�tҪ���bͨ�L(f��ng)�b�û������b�ã��Խ���PLC�Ĺ����ضȣ��M��PLC���������Ĝض�����
2��������ơ����˱��CPLCԪ���ķ�(w��n)���ԣ�Ҫע���ȿ��ơ�Ԫ�����Ľ^�����c�h(hu��n)��ˮ���������P(gu��n)����(y��ng)���C�����՚�����85�����¡�
3�����ӿ��ơ�PLC��������һ��Ҫ���乤���h(hu��n)��Ҫ�M�����h(yu��n)�x�l����10��55 Hz֮�g�����ӣ���Ҫ�rҪ��ȡ��ʩ�p������Σ����
1.2.3 PLC�������Ʒ���
PLC������F(xi��n)���F(xi��n)�ڼ���30��Ěvʷ,��̎��������A(ch��),�C����Ӌ��C���g(sh��),�Ԅӿ��Ƽ��g(sh��)��ͨ�ż��g(sh��)�l(f��)չ������һ�Nͨ�õĹ��I(y��)�Ԅӿ����b�á�PLC���ֻ�����_�P(gu��n)���ĺ��ο���,�l(f��)չ��������B�m(x��)ϵ�y(t��ng)��PID�������ơ�����PLC�ď���Ĺ���,�����V���đ�(y��ng)���ڹ��I(y��)����ϵ�y(t��ng)�С��S�����I(y��)���g(sh��)�IJ���l(f��)չ,���I(y��)����ϵ�y(t��ng)Ҳ�ʬF(xi��n)����Ҏ(gu��)ģ����(f��)�s���c����,����PLC�Ŀ��Ʒ����������(j��)ϵ�y(t��ng)��Ҏ(gu��)ģ�����c����������c����,�����m��(y��ng)���I(y��)�İl(f��)չ,�M���Ñ�������
����PLC�Ŀ���ϵ�y(t��ng)���¿��Է֞����N:
1.PLC�ΙC/�Uչ����ϵ�y(t��ng)
����СҎ(gu��)ģ����ϵ�y(t��ng),���،�����,ݔ��ݔ���c��(sh��)�^��,����Ҫ��Ҳ���^����,�电(sh��)��(j��)�ɼ�,���ε�������,�]�h(hu��n)��·��PID���Ƶ�,һ��������PLC���ܝM��Ҫ����FO�c��(sh��)�^��,һ���C�ܵ����в�۶���ռ��,����ʹ�ÔUչ�C���M��ϵ�y(t��ng)�ĔUչ��
2��PLC�ֲ�ʽ����ϵ�y(t��ng)
���H��(y��ng)�����S�����ϵ�y(t��ng)���،���(sh��)����,��ɢ�ֲ��ҷֲ����x���h(yu��n),�˕r������һ�_PLC����,ȫ����I/O�O(sh��)�䶼���������������,�t�Ŀ�����I/O�O(sh��)�䵽�F(xi��n)�����a(ch��n)�O(sh��)��Ŀ�����|���L���s,���b���y�����ܸ��N늴Ÿɔ_�����ڴ���،���(y��ng)���÷ֲ�ʽ����ϵ�y(t��ng)��PLC�����h(yu��n)��I/Oվ��PLC�W(w��ng)�j(lu��)�ɷN��ʽ�M�ɷֲ�ʽ����ϵ�y(t��ng)��
(l)�h(yu��n)��I/Oվ�M�ɵķֲ�ʽ����ϵ�y(t��ng)
֧���h(yu��n)��I/Oվ��PLCϵ�y(t��ng)һ����һ������վ�Ͷ����h(yu��n)��I/Oվ�M��,����վ���h(yu��n)��I/Oվ���������ڱ���վ�ϵĿ��������ơ�����վ�����п��������h(yu��n)��I/O̎������I/Oģ�K�������O(sh��)�䡣�h(yu��n)��վ�������h(yu��n)��I/O�m������I/Oģ�K�������O(sh��)�䡣����վ���h(yu��n)��I/O̎�������h(yu��n)��վ���h(yu��n)��UO�m����֮�g��һ��ͬ�S��|�Կ������h(hu��n)�ε���?f��)�Y(ji��)��(g��u)�B������,��(g��u)��PLC�h(yu��n)��ͨӍϵ�y(t��ng)��
(2)PLC�W(w��ng)�j(lu��)�M�ɵķֲ�ʽ����ϵ�y(t��ng)
����PLC�W(w��ng)�j(lu��)���g(sh��),ÿ��������ϵ�y(t��ng)����һ���W(w��ng)�j(lu��)�m������PLCϵ�y(t��ng)�ͽ�����,��PLC�ľW(w��ng)�j(lu��)�m����֮�g��һ��ͨӍ��|�B������,��(g��u)��PLC�W(w��ng)�j(lu��)����PLC������������ه���������a(ch��n)��ϵ�y(t��ng)�ă�(n��i)��߉�M�Ъ��������I/O���ơ���Ҋ����PLC�W(w��ng)�j(lu��)���Mһ����߿���ϵ�y(t��ng)�ÿɿ��Ժ��`���ԡ�
3.IPCһPLC�ֲ�ʽ�y��ϵ�y(t��ng)
���ؙC(IPC)��PLC���鹤�I(y��)�Ԅӻ��I(l��ng)���֧��Ҫ��֧��,�ڬF(xi��n)�������I(y��)���a(ch��n)�еõ��˘O��V���đ�(y��ng)��,����PLC���ؙC�M�зֲ�ʽ�y�ؿ���ʹ�����a�����ϵIJ���,ǰ�����ڿ��Ʒ��淽���ֿɿ�,�������ڈD���@ʾ����(sh��)��(j��)̎������ӡ����Լ������@ʾ�ȷ����к��Ĺ��ܡ�ͨ��,�@�ϵ�y(t��ng)����RS485���������ķֲ�ʽ���I(y��)ͨӍ�W(w��ng)�j(lu��)�M�Мy��,��һ�_���ؙC������λ�C,ͨ�^RS485���������������_PLC,����ɈD���@ʾ�������L�ơ���(sh��)��(j��)���n����ӡ����ȡ���PLC������λ�C��Ɉ�(zh��)�ЙC��(g��u)�Ŀ��ơ���������̖�Ĕ�(sh��)��(j��)�ɼ��ȡ�
4.����PLC�ĬF(xi��n)������ϵ�y(t��ng)
�S����I(y��)�C���Ԅӻ�ϵ�y(t��ng)�����M,��Ҫ����I(y��)��(j��ng)�I�Q�ߡ����a(ch��n)�{(di��o)�ȡ��^�̃�(y��u)�����O(sh��)��������c�^�̿���ϵ�y(t��ng)�o�ܵؽY(ji��)����һ���M�Д�(sh��)��(j��)�C��̎��,�@����Ҫϵ�y(t��ng)���оW(w��ng)�j(lu��)���_��ʽ�ĽY(ji��)��(g��u)"��˻���PLC�ĬF(xi��n)������ϵ�y(t��ng)��(y��ng)�\������
(1)ϵ�y(t��ng)�W(w��ng)�j(lu��)�Y(ji��)��(g��u)
ϵ�y(t��ng)ͨ����2���W(w��ng)�j(lu��)�Y(ji��)��(g��u)�M��:���ǻ���PROFIBUSһDP��AP�ĬF(xi��n)�����O(sh��)��ӿ���ϵ�y(t��ng)���ό��ǻ���PROFIBUSһFMS�I(y��)��̫�W(w��ng)��TCP/IP��܇�g���O(ji��n)��ϵ�y(t��ng)��
(2)����������վ
����������ͨ�ù��I(y��)PC�C��Windows/NTܛӲ��ƽ�_��
(3)���ЬF(xi��n)�������ӿڵĵӬF(xi��n)���O(sh��)��
һ�������ɢʽI/Oվ�����ܷ�ɢʽI/OһPLC��վ�����ܽ�ֱ���(q��)���������܈�(zh��)�ЙC��(g��u)���˙C�ӿ�HMI���������c׃�����ȡ�
1.2.4 PLC�������Ʒ���
(һ)ͨ�Ź���
�S��Ӌ��C���g(sh��)�İl(f��)չ���W(w��ng)�j(lu��)ͨ���ڿ���ϵ�y(t��ng)�e�ǹ��I(y��)�Ԅӻ������ЏV����(y��ng)�ã�ͨ�Ź����ܵ��߶���ҕ��PLCͨ�Ű���PLC�g��ͨ�ź�PLC�c���������O(sh��)��֮�g��ͨ�š�����Ҫ��(sh��)��(j��)���f�����o����ϵ�y(t��ng)���M����Ϣ̎������PLCͨ�Ź��ܵ�ͻ�����c��
��(d��ng)ǰ��PLC��ͨ�Ź��ܲ���ӏ��������˾��FXϵ��PLC��������ͨ�^�����_��ʽͨ�žW(w��ng)�j(lu��)��ʹ��MELSEC�h(yu��n)��朽�CC��Linkϵ�y(t��ng)��վģ�K��CC��Link�ӿ�ģ�K��DeviceNet�ӿ�ģ�K��AS��I��վģ�K�ȣ��M���h(yu��n)��I��O�W(w��ng)�j(lu��)FX�ṩ���õ�ͨ�Ņf(xi��)�h������ͨ���е�ASC II��ݔģʽ��PLCһ��(c��)����Ҫ�Ñ����̣��Ñ�ֻ�躆���O(sh��)�þͿ��Ԍ��F(xi��n)�Ԅ�ͨ�š�
(��)���c
1��ͨ�Ņf(xi��)�h�y(t��ng)һ��PLC�İl(f��)չڅ���Dz��Ç��H��(bi��o)��(zh��n)ͨ�Ņf(xi��)�h���o��ͬ�S�ҵĮa(ch��n)Ʒ��(li��n)��ͨ���Ñ�ʹ���ṩ�������@ʹ��ͨ���_�ų̶�����ˡ�
2�����нY(ji��)�ϬF(xi��n)�����������ܶ�F(xi��n)����������PLC���a(ch��n)�S���_�l(f��)�ģ��������cPLC�P(gu��n)ϵ���С���PLC�У�ʹ���^�ಢ�����M����H��(bi��o)��(zh��n)�ĬF(xi��n)��������DeviceNet Profibus AS��I�ȡ�
3��ͨ�ų����O(sh��)Ӌ���λ���ʹ�Õrͨ�Ņf(xi��)�hֻ�辎��Ӌ��Cһ��(c��)�ij��Ϳ��Ԍ��F(xi��n)PLC���Ԅӽ��հl(f��)�͡��ܶ��S��߀�O(sh��)Ӌ�ˌ��T��Ӌ��C��PLCͨ�ŵĽӿ�ܛ������p���Ñ�����Ӌ��Cͨ�ų���Ĺ�������
�ڶ��� PLCģ�����������о��c���F(xi��n)
������҇������ˆT��ģ��������Փ�ͷ������о�ȡ���˿�ϲ�ijɿ�,�����еļ���(j��ng)�ӽ����_(d��)���������Mˮƽ,�o�҇��Ĺ��I(y��)�Ԅӻ��I(y��)�������Ӱ�,�@�_����һ���ܴ���M���������҇����M��ģ��������Փ�c���̌��`֮�g���ھ��Ó��(ji��),���I(y��)���a(ch��n)�^�̿���ϵ�y(t��ng)���ّ�(y��ng)��ģ��������Փ���O(sh��)Ӌ����,�^�����(sh��)���H�Ĺ����Ŀ����ʹ�Â��y(t��ng)�Ŀ�����Փ�������ͼ��g(sh��)����Ҏ(gu��)�Ԅӿ���ϵ�y(t��ng):�缯ɢ����ϵ�y(t��ng)(DCS)���ɾ������������PLC�������I(y��)����Ӌ��C�ȴ����ڂ��y(t��ng)PID����,�y�Ԍ��F(xi��n)����׃�����Ǿ��ԡ�������_�����o����ģ�ď�(f��)�s����Ŀ��ơ�ģ�����������ܿ����м��g(sh��)�������һ����֧,���,���ƺ��_�l(f��)���m�Ϲ��I(y��)�h(hu��n)���Č��rģ�������_�l(f��)����,���F(xi��n)ģ������Ƕ��PLC,�c��Ҏ(gu��)���Ƽ����\��,���F(xi��n)ģ�����ƵĹ��̻������û����D(zhu��n)����������a(ch��n)��,���s�̿���ϵ�y(t��ng)�_�l(f��)����,�ӿ����M���Ƽ��g(sh��)�ďV����(y��ng)��,����҇��Ĺ��I(y��)�Ԅӻ�ˮƽ�����ش�����x��
2.1ģ�������㷨�cϵ�y(t��ng)
2.1.1 ģ��������Փ
���낀���o(j��)�ԁ�,��(j��ng)����ƺͬF(xi��n)��������Փ�������ͼ��g(sh��)(���Q���y(t��ng)����),ȡ�������˲�Ŀ�ijɾ�,�ڇ���(j��ng)�������I(l��ng)��l(f��)�]�˺ܴ�����á��S�����I(y��)���a(ch��n)�^�̵İl(f��)չ,�F(xi��n)�����I(y��)�Ԅӿ���ϵ�y(t��ng)�����ƾ��ȡ�푑�(y��ng)�ٶȡ�ϵ�y(t��ng)��(w��n)�����c�m��(y��ng)������Ҫ��Խ��Խ�ߡ����ڂ��y(t��ng)�����ǽ����ھ��_��ϵ�y(t��ng)��(sh��)�W(xu��)ģ�ͻ��A(ch��)��,�����Hϵ�y(t��ng)�������ڏ�(f��)�s�ԡ��Ǿ��ԡ��r׃�ԡ����_���ԵȆ��},�y�ԫ@�þ��_��(sh��)�W(xu��)ģ��,���y(t��ng)�����ڹ��I(y��)���a(ch��n)���S�������y����Ч��
1974��,Ӣ�����ش�W(xu��)��E.H.Mmadani�������Ȱ�ģ��������Փ����偠t�������C����,�_��(chu��ng)��ģ�����Ƶ��Ⱥ�,��ȡ���˱Ȃ��y(t��ng)��ֱ�Ӕ�(sh��)�ֿ����㷨���õ�Ч��,�Ķ�����ģ�����Ƶ��Q����
ģ�����������˵Ŀ��ƽ�(j��ng)�������Ƶ�֪�Rģ��,��ģ�����ϡ�ģ���Z��׃���Լ�ģ��߉������������㷨�Ĕ�(sh��)�W(xu��)����,��Ӌһ��C�팍�F(xi��n)��һ�NӋ��C���ܿ��ơ����Ļ���˼���ǰ�����Ҍ��ض��ı��،�����^�̵Ŀ��Ʋ��Կ��Y(ji��)��һϵ���ԡ�IF(�l��)THEN(����)���a(ch��n)��ʽ��ʽ��ʾ�Ŀ���Ҏ(gu��)�t,ͨ�^ģ�������õ��������ü�,�����ڱ��،�����^��,�m�����ڿ��ƛ]�Д�(sh��)�W(xu��)ģ�ͻ��ߺ��y������(sh��)�W(xu��)ģ�͵ď�(f��)�sϵ�y(t��ng)���������ü���һ�M�l���Z��,��B(t��i)�l���Ϳ������þ���һ�M�������˵�ģ���Z�Լ�,��:������,��ؓ(f��)��,���ߡ�,���͡�,����������ģ�������c���y(t��ng)���Ʒ������������(y��u)�c���������c��������:
1.��Q��(f��)�sϵ�y(t��ng)�Ŀ��Ɔ��}
�ڿ���ϵ�y(t��ng)�O(sh��)Ӌ�r,��Ҏ(gu��)����ϵ�y(t��ng)�O(sh��)ӋҪ��һ���^�̵Ĕ�(sh��)�W(xu��)ģ�͡��ںܶ���Ɔ��}��,�@�N��(sh��)�W(xu��)ģ�Ͳ����ڻ��߲�����,��ԭ�������@Щ�^��߀�]�������ȫ�J(r��n)�R,ϵ�y(t��ng)�������ڜ����Ǿ��Ժ���׃�Ե�����Ӱ푶��dz���(f��)�s,�䔵(sh��)�W(xu��)ģ�͵Ľ����dz����y�����@�N��r�¿ɲ���ģ�����ơ�ģ�����Ʋ���Ҫ���_�Ĕ�(sh��)�W(xu��)ģ��,����������e�۵��Z���ͽ�(j��ng)���A(ch��)֮�ϡ�
2.�m���ں��ο���ϵ�y(t��ng)�Ŀ���
����һ��Ŀ��Ɔ��},�M�ܿ��Բ��ó�Ҏ(gu��)���Ʒ���,ͬ��Ҳ���Բ���ģ�����Ʒ�����ģ���������Ŀ���Ч���ڿ����Ժ������Է��涼��(y��u)�ڳ�Ҏ(gu��)��������
3.�nj��I(y��)��
ģ������ʹ�õ����Z���Ϳ�����,���,���O(sh��)Ӌ����ϵ�y(t��ng)�r����Ҫ���T�Ŀ����O(sh��)Ӌ�ˆT,���{(di��o)���;S�o��ֻ��Ҫһ�㼼�g(sh��)�ˆT���ɡ�
4.������
ģ������ϵ�y(t��ng)���ИO�õķ�(w��n)�����Ժ������ԡ��������Ўׂ�Ҏ(gu��)�t�Č�Ч����������ֻ�ИOС��Ӱ푡�ϵ�y(t��ng)����(sh��)��׃��������Ч��ֻ������Ӱ푛],�����˳�Ҏ(gu��)����ϵ�y(t��ng)�п���������(sh��)��ϵ�y(t��ng)����(sh��)��׃������������ϵ�y(t��ng)ʧ�`�Ć��}��
5.�����r��ʡȥϵ�y(t��ng)����(sh��)�{(di��o)��(ji��)
��Ҏ(gu��)����ϵ�y(t��ng)��Ͷ���\��ǰ���ڹ�����,�����c�ƄӺ��䅢��(sh��)����M��У��(zh��n)����ģ������ϵ�y(t��ng)�����ڲ����Z����ģ��׃��,�@�NУ��(zh��n)�Dz���Ҫ�ġ�
6.ģ������ϵ�y(t��ng)������һ��(y��n)��Ŀ���ϵ�y(t��ng)
��(d��ng)ģ���Z��׃�����`�ٺ���(sh��)������Ҏ(gu��)�t��ģ������������ȥģ�����������_����,ģ����������ݔ���ݔ���P(gu��n)ϵ���Ǵ_���ġ�ģ�����Ʒ������ڸ��ߌӴ��ϵ�ģ�M���˼�S��һ�Nϵ�y(t��ng)������
7.ģ������ϵ�y(t��ng)�����^�õĽ�(j��ng)����
�S��ģ��Ӳ����ܛ���a(ch��n)Ʒ�İl(f��)չ,ģ������ϵ�y(t��ng)�ijɱ������ཱུ��,���в���ģ��̎�����ăr���ڳ�Ҏ(gu��)̎����������ģ��ܛ������ʹ��,�O��ؿs�����O(sh��)Ӌ�r�g,��֮ģ������ϵ�y(t��ng)���O(sh��)Ӌ����Ҫ���T���O(sh��)Ӌ�ˆT,���O(sh��)Ӌ�ɱ�Ҳ�ȳ�Ҏ(gu��)ϵ�y(t��ng)�͡�ģ������ϵ�y(t��ng)����̖����������Ҫ��,��˿�ʹ���^ʹ�˵Ă�������������Ԫ��,�������a(ch��n)�ɱ���
2.1.2 ģ������ϵ�y(t��ng)
ģ������ϵ�y(t��ng)�Y(ji��)��(g��u)��D2-1��ʾ,��Ҫ��ģ��������!ݔ��ݔ���ӿڡ��z�y�b�á���(zh��)�нY(ji��)��(g��u)�ͱ��،���Ȏײ��ֽM�ɡ�
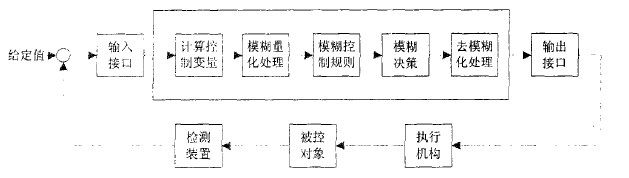
�D2-1 ģ������ϵ�y(t��ng)�M�ɽY(ji��)��(g��u)
�ɈD2-1��֪,ģ������ϵ�y(t��ng)�ĽY(ji��)��(g��u)�cһ��Ӌ��C��(sh��)�ֿ���ϵ�y(t��ng)�Y(ji��)��(g��u)�������,ֻ�����Ŀ�������ģ���������������Ҳ��һ��Ӌ��C��(sh��)�ֿ���ϵ�y(t��ng),��������Ӌ��C���F(xi��n),��ҪA/D�cD/A�D(zhu��n)�Q�ӿ�,�Ԍ��F(xi��n)Ӌ��C�cģ�M�h(hu��n)��(ji��)���B�ӣ�һ����r��,��Ҳ��һ���]�h(hu��n)��������ϵ�y(t��ng),��������Ҫ�����ؿ�����,�c�O(sh��)��ֵ����^,����(j��)�`����̖�M�п��ơ�
2.2 PLCģ���������O(sh��)Ӌ
PLC�Ǐ�60��������^���߉���ưl(f��)չ����,��һ�N��(sh��)���\��������ϵ�y(t��ng),�����ڹ��I(y��)�h(hu��n)����(y��ng)�ö��O(sh��)Ӌ,�����ÿɾ��̴惦��,�������(n��i)���惦�����(zh��)��߉�\�㡢�����ơ����r��Ӌ������g(sh��)�\��Ȳ���ָ��,��ͨ�^��(sh��)��ʽ��ģ�Mʽ��ݔ��/ݔ�����Ƹ��N��͵ęCе�����a(ch��n)�^�̡����F(xi��n)�ڼ��l(f��)չ�ɞ���̎��������A(ch��)�ĸ߶ȼ��ɻ��Ĺ��I(y��)�����b�á�һ��ߙn��PLC���˝M����N��(f��)�s���I(y��)������Ҫ,�����ṩ�����ľ��̹�������,߀�ṩ�˶�N�����̹��ܡ����T��S7-300PLC�;����S������̹��ܡ�����S7-300PLC���F(xi��n)ͨ��ģ�����������������@Щ�����̹��܌��F(xi��n)�ġ�
һ��ģ�����������O(sh��)Ӌ������(j��)���H���Ɔ��},�O(sh��)Ӌ���m����һ�������^�̵Ŀ�����,ʹ֮�_(d��)���A(y��)����Ŀ��(bi��o)�������`�ٺ���(sh��)������Ҏ(gu��)�t�Լ����ڿ��Ƶ�������(sh��)��(j��)һ���_����ݔ�뵽̎�����Ĵ惦����,�㲻���ٸ�׃�����ĵ�ͨ��ģ����������ͨ�û���Ŀ��,����횸���(j��)�Ñ�����Ҫ,�`��Ŀ��Ʋ�ͬ�Č��H�^�̡���ǰ������,ģ�����ƵČ��F(xi��n)һ�N�ǻ���Ӳ��,һ�N�ǻ���ܛ��������Ӳ��������ģ��߉оƬ�팍�F(xi��n)ģ������ģ��������ȥģ����ȫ�^�̣�����ܛ���t����ܛ���팍�F(xi��n),�ִ��·֞�������ܛ���������ɷN�����^����,����Ӳ����ģ�����������ٶȿ�,���ƾ��ȸ�,���`���Բ�,�r���F,���m��һ���Ñ���Ҫ��ܛ�����������ƾ��ȸ�,�`���Ժ�,���YԴͶ���푑�(y��ng)�ٶ��Еr̫���������푑�(y��ng)�ٶȿ�,�YԴͶ��С,�mȻ���ƾ��������^��,����ȫ�ܝM��һ����Ƶ�Ҫ��,����ڹ��I(y��)���H�����в���ģ���������r,һ�㲢���Ը߿��ƾ��Ȟ�Ŀ��(bi��o)�����Ա��ĵ�ͨ�ÿ������x��Ӌ��C�x��Ӌ��,PLC�ھ�����ķ������F(xi��n)ģ�����ơ��я�(f��)�s��ģ�������^�̽��oӋ��C�x�����,�õ�ģ���������Ŀ����Ʊ�����(j��ng)�^ϵ�y(t��ng)�ھ�����(f��)�{(di��o)ԇ����,����Ԕ�(sh��)��(j��)ģ�K����ʽ����PLCϵ�y(t��ng)�ă�(n��i)����,��һ����ԃԓ�����ӳ��������
2.2.1 PLCģ���������Y(ji��)��(g��u)
һ��Ķ��Sģ���������x���ܿ�׃����ݔ��o����ƫ��E��ƫ��׃����EC����ݔ����,��������܉���^��(y��n)��ķ�ӳ�ܿ��^���е�ݔ��׃���Ą�������,����ڿ���Ч����Ҫ����һ�Sģ��������,ͬ�rҲ��:���Sģ��������Ӌ�㺆��,ģ������Ҏ(gu��)�t�������⡣�ڌ��H��(y��ng)���϶��V���IJ��ö��Sģ��������,���Ա�ͨ��ģ���������x�ö��Sģ��������.ݔ��׃���x����{(di��o)��(ji��)����׃��,ݔ����ʽ��������ʽݔ��,������ϵ�y(t��ng)ƫ��p�١�PLCͨ��ģ����������ݔ��ݔ��׃���@�ӵ��x��ͬ�rҲ�M���˽^��ģ������ϵ�y(t��ng)��Ҫ��,�������õ�ͨ���ԡ�����ͨ��ģ���������M�ɵ�ģ������ϵ�y(t��ng)�Ļ����Y(ji��)��(g��u)��D2-2:
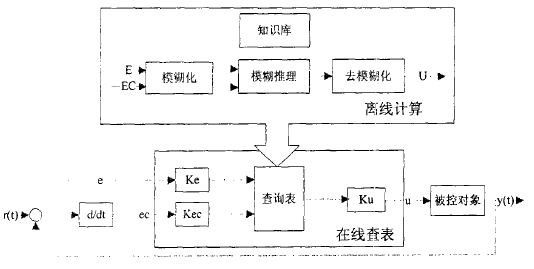
�D2-2 ͨ��ģ���������Y(ji��)��(g��u)�D
������ PLC�A(y��)�y����������c���F(xi��n)
�A(y��)�y��������70������ڰl(f��)չ������һ���ģ�͵��]�h(hu��n)��(y��u)�������㷨,���Įa(ch��n)��,��������Փ�l(f��)չ����Ҫ,�������ǹ��I(y��)���`��������������(zh��n)����70����_ʼ,�A(y��)�y��������һ�N���͵�Ӌ��C�����㷨�������˂��ďV���P(gu��n)ע��1978��Richalet����������ģ���A(y��)�y���l(f��)����(Model predictive Heuristic Control,���Q��MPHC)��Qģ���㷨����(Model Algorithmic control,���Q��MAC),�Լ�Cutler������Ľ������A�S푑�(y��ng)���A(ch��)�ϵĄӑB(t��i)��ꇿ���(Dynamic Martix Control,���QDMC)��80������ڳ��F(xi��n)���A(y��)�y���Ƶ���һ��֧--�V�x�A(y��)�y����(Generalized predictive Control,���Q��GPC),���������m��(y��ng)���Ƶ��о��аl(f��)չ�����ġ��@����������С������ơ��V�x��С������ƶ����ܱ��C�]�h(hu��n)ϵ�y(t��ng)�ķ�(w��n)����,����������ģ��ʧ��dz����С����˿˷��@��ȱ��,�S���W(xu��)��������µ����m��(y��ng)�����㷨:�Uչ�������m��(y��ng)���ơ��V�x�A(y��)�y���Ƶ��㷨������,�A(y��)�y����߀��һЩ�^�骚���ķ�֧,80���,Moreri�ȏĽY(ji��)��(g��u)�O(sh��)Ӌ�ă�(n��i)ģ����(Internal Model Control,���Q��PMC)]�ȵȡ�
�����,����(n��i)�⌦�A(y��)�y���Ƶ��о��͑�(y��ng)����څ�V��������,���S���A(y��)�y���Ʒ���ľC���������l(f��)��,���кܶ��ڹ����ϵđ�(y��ng)�Ì������A(y��)�y�����㷨�Č��F(xi��n)Ŀǰ��Ȼ����PC�C��,ͨ�^�����A(y��)�yܛ������ɡ��S��Ӌ��C���g(sh��)�İl(f��)չ,PLC�Ĺ���Խ��Խ����,�@�o�A(y��)�y���ƵČ��F(xi��n)��ʽ�ṩ���µ�ƽ�_�������ڌ��A(y��)�y�㷨�о��Ļ��A(ch��)��,�xȡ�V�x�A(y��)�y�㷨,���Y(ji��)��PLC�����c,����˻���PLC�Ć�ֵ�V�x�A(y��)�y���ƵČ��F(xi��n)����,���D��PLC�A(y��)�y���������о��I(l��ng)������һ�����l(f��)ʽ���á�
������ ����PLC���{(di��o)���ܙz�y�����Ӌ��C����ϵ�y(t��ng)
�S������(j��ng)����Ѹ�ٰl(f��)չ����������ˮƽ�IJ������,Խ��Խ����e�^��ꡢ���֘ǡ��w���^�ȴ����ͽ��������������{(di��o)�C�M�M���҃�(n��i)�՚�Ʒ�|(zh��)���{(di��o)��(ji��)��������{(di��o)���������c�վ���,���Ҳ�����(n��i)�Ŀ��{(di��o)�S���ṩ�ˏV�����Ј���ͬ�r,���{(di��o)Ʒ�|(zh��)�����ܵęz�Ҳ�_ʼڅ�ژ�(bi��o)��(zh��n)������ǰ,���{(di��o)���a(ch��n)�̱�횰������a(ch��n)�ĸ��N�C�M�͵������|(zh��)�z���ā��M���Y���J(r��n)��,���������M�˺ܴ��ؔ����������ᘌ��@�N��r,Խ��Խ������a(ch��n)���_ʼע�ؙz�y����ҵ��_�l(f��),����(j��)���ҿ��{(di��o)�z�y���Č��a(ch��n)Ʒ�ij������(bi��o)��(zh��n),�����Լ��Ŀ��{(di��o)���ܙz�y�����,�����������a(ch��n)Ч�ʺͮa(ch��n)Ʒ�|(zh��)����
4.1 ��ˇ�^�̺���
�������ʹ�ÿ՚�Z���yԇ���{(di��o)�������������Ɵ�����,�����M�а����Ƿ�(w��n)�B(t��i)�Ɵ��ڃ�(n��i)�ĸ������ԇ�,ͬ�rҲ�Ɍ��L(f��ng)�C�����M�Мyԇ����ˇϵ�y(t��ng)�D��D4-1��ʾ��
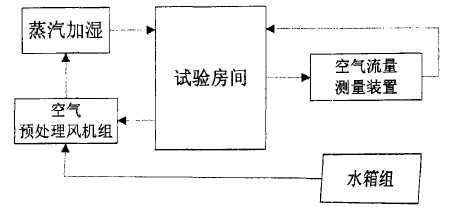
�D4-1 ���{(di��o)���ܙz�y����ҹ�ˇ���̈D
1.�������Ҫ���g(sh��)ָ��(bi��o)��ˇҪ��:
()l���y�C��ʽ:���w�����w�C����C����픙C��Ƕ��C
(2)�ɜyԇ?y��n)�������?250OWһ1500OW
(3)�L(f��ng)���yԇ����:�҃�(n��i)��(c��)300-2500m3/h,�����(c��)800-4500m3/h
(4)�؝���{(di��o)�ⷶ��:
�҃�(n��i)����ض�15һ35��ʿ.02��
�҃�(n��i)����ض�10һ30��ʿ0.2��
�������ض�-10һ55����.02��
�������ض�#11һ35eʿ.02e
(5)���y�C�Դ��ʽ:����90-260V,����230-430V 50Hz��60Hz
(6)���Ʒ�ʽ:���r����(sh��)�����Ԅӿ���,��(sh��)��(j��)��Ӌ��C�ԄӲɼ�̎��,�Ԅ����Ɍ����
(7)����ϵ�y(t��ng)�܉�������yԇ�Ŀ:
���x���r��������������Ɵ��������Ĺ��ʵȼ��g(sh��)����(sh��)�M�Мyԇԇ
���(С)�\�й��r����ԇ
������(С)�\�й��r�Ɵ�ԇ
�͜�ԇ�;��¶ԇ��˪ԇ
���Y(ji��)ˮ�ų�����ԇ
(8)�L(f��ng)���yԇ�؏�(f��)���`���2%,���y�C�M����(��)���yԇ�؏�(f��)���`���2%,�c��(bi��o)��(zh��n)�C��ƫ���2%"
2.ϵ�y(t��ng)����(sh��)
ģ�M��:��ڸ���ضȡ���ڝ���ضȡ����ڸ���ضȡ����ڝ���ضȡ����ˮ�ء�����ˮ�ء���ˮ��ضȡ����쉺�ˮ�衢��/С����늴�����Ӌ�_�P(gu��n)��:�o���L(f��ng)�C���A(y��)̎���L(f��ng)�C��l#ȡ���L(f��ng)�C��2#ȡ���L(f��ng)�C��l#��ˮ�á�2#��ˮ�á���ˮ�á�ˮ·1,2�M�ӟ�����ˮ��1,2,3�M�ӟ�����
4.2 ����Ҫ��
��1����λ�C���r�O(ji��n)�y�����z�y�c�ą���(sh��)ֵ��ϵ�y(t��ng)�����O(sh��)����\�Р�B(t��i),ͬ�r�܌���λ�C����(sh��)�M���ھ���,���F(xi��n)���O(sh��)��l(f��)��������̖��
��2����Ӌ��C�����ܿ������Ͼ��܌��F(xi��n)�ք�/�ԄӃɷN���Ʒ�ʽ���ГQ��
��3���鱣�Cϵ�y(t��ng)�İ�ȫ�ɿ��\��,�ӟ�����ˮϵ�y(t��ng)��ʩ�B�i���ơ�
��4���A(y��)̎���L(f��ng)�C��ȡ���L(f��ng)�C��ʩ�B�i���ơ�
4.3���Ʒ����O(sh��)Ӌ
��1������(j��)ϵ�y(t��ng)Ҫ��,����ģ�M��:���쉺���ڸ���ضȡ���ڝ���ضȡ����ˮ�ء�����ˮ�ء���ˮ��ض��x�����܃x���M��PID���ƣ�����ģ�M�����_�P(gu��n)����PLC�M�п��ơ�
��2������ϵ�y(t��ng)���F(xi��n)����λ�C���бO(ji��n)�y�Ϳ���.ͨ�^PLC�����܃x���ȬF(xi��n)���O(sh��)���c��λ�C��ͨӍ,���F(xi��n)��������(sh��)���O(sh��)���B(t��i)���ھ��O(ji��n)�y���Ļ���ơ�
��3�����˱��Cϵ�y(t��ng)��ȫ�\��,�O(sh��)ӋPLC���ƺͬF(xi��n)���������o���ƃɷN��ͬ��ʽ,ͨ�^�D(zhu��n)�Q�_�P(gu��n)�M���ГQ�����PLC���F(xi��n)����,���M�а��o�քӿ���,����ϵ�y(t��ng)�����\�С�
������ �Y(ji��)���Z
�S�����I(y��)���a(ch��n)�^�̵İl(f��)չ,���ƌ���Խ��Խ��(f��)�s,�������ڸ߶ȷǾ��ԡ��r׃�ԡ������Ͳ��_���ԵȆ��},ʹ�Â��y(t��ng)���Ʒ����y�ԝM��Ҫ�����鮔(d��ng)�����������b�õ�PLCҲ��˶����R����(zh��n)"�S��Ӌ��C���g(sh��)���w�ٰl(f��)չ,PLC�ʬF(xi��n)������Ĺ���,���ٵ�Ӌ�㡢ͨӍ����ʹ������ɱ��^��(f��)�s���㷨,�@�o���M���Ʋ����cPLC�Y(ji��)���_����һ�l����֮·�������M����Ƕ��PLC��,��PLC���l(f��)չ��һ����Ҫ�ķ���
���n�}���о��^����,���߿��Y(ji��)�������c�ի@�c�w��:
1.ͨ�^�����M���Ƹ��N�㷨�ķ������^,�����M������Փ�����Mһ���J(r��n)�R,���ЌW(xu��)���˲��ٽ�Q���}�ķ���,�����˂��y(t��ng)���Ʒ����c���M���Ʒ����ą^(q��)�e��
2.����PLC���F(xi��n)���M�����c����PC���F(xi��n)���M��������^,����Ҫ��һ����(y��u)������PLC���F(xi��n)���M���Ʋ���ҪͨӍ�f(xi��)�h,������P(�����F(xi��n)���M����,��ϵ�y(t��ng)�O(sh��)Ӌ���\��֮ǰ������_������PC�cPLC֮�g��ͨӍ�f(xi��)�h,��˿��Խ���ϵ�y(t��ng)���_�l(f��)�r�g�����,��ϵ�y(t��ng)�\�Еr,����λ�C��������M�����㷨������λ�C��ɸ����Ќ��r�ԡ��ڿɿ��Է���,���ڻ���PC���F(xi��n)���M����,�F(xi��n)���Ĕ�(sh��)��(j��)����̖Ҫ��(j��ng)�^ͨӍ���o��λ�C,�@�y������F(xi��n)��(sh��)��(j��)�āGʧ����̖���`��,�Ķ�ʹϵ�y(t��ng)�Ŀ��ƾ����½�,������PLC���F(xi��n)���M���Ʊ������@F(xi��n)��İl(f��)����
�����īI(xi��n)
[1]��ϣ��,���Ƿ�.pLC�İl(f��)չIJ8.Ӌ��C��Ϣ,2002,18(9):1һ2
[2]�Ϧ��,������.�^�̿��ưl(f��)չ�C���c�̌W(xu��)��ӑ[]J.�Ͼ����̌W(xu��)��,2002,2(1):49һ52
[3]OhamanMartin,Johnasson,Stenaf,Arzen,KarlEl#ik.ImPlemeniationasPeetsofthePLCstnadardIEC11313[J].ConrtolEngineerir:9Praetice,1998,6(8):547-555
[4l���ں�,���Ԅӻ�,�S����,���l(w��i)��.���M�^�̿����ھ۱�ϩ�b���ϵđ�(y��ng)��[]J.ʯ�ͻ�1999,(6):7һ12
[5]���S��.���M���Ʋ����cܛ�����F(xi��n)����(y��ng)���о�[M>.�㽭��W(xu��)��ʿՓ��,2003,
(1):8һ20
[6]�ҽ�.�F(xi��n)��������Փ���A(ch��)[M��.����:�㽭��W(xu��)������,1995:9һ15
[7]��ƽ,�w��,�O��(y��u)�t.�^�̿�����Փ���A(ch��)[M8.����:�㽭��W(xu��)������,1991:
31һ38
[8]��־�xһ�׳��p�����M���Ƶđ�(y��ng)���c�_�l(f��)��M8.���:������ͨ��W(xu��)�TʿՓ
��,2003:20һ25
[9]Ѧ����,�DŽ�,�O����,����.���I(y��)�^�̵����M����[]J.�����Ԅӻ����x��,
2002,29(2):lһ9
[10]KolokotsaD.,Stavrakkais,.GSGenetiealgoritlmisoPtimizedufzzyeontroller Of rtheindoorenvironmentalmnaagementinbuil(iingsimPlementedusingPLC
nadloealoPeratingnetworks=J].Engineerin�Z��APPlicationsofArtificial
Intelligence,2002,15(5):417һ428
�R���S����.����LPC�����c����(y��ng)��[]J.����������(y��ng)��,1999,(6):27һ29
[12]����Q.�ɾ�����������l(f��)չڅ�ݸ���[]J.���A(ch��)�Ԅӻ�,1998,(2):1һ5
[l3]�̂�,�����h.PLC�ֲ�ʽ����ϵ�y(t��ng)[Jl.������·��ͨ��W(xu��)�W(xu��)��,19%,
16(3):20һ25
[14]������.��PLC���F(xi��n)��һ�N��ɢ�Ϳ���ϵ�y(t��ng)[]J.ú�V�Ԅӻ�,2000,(4):22һ24
[l5]��(x��)���,�w���w,����.���ؙC�cPLc�ֲ�ʽ�y��ϵ�y(t��ng)���O(sh��)Ӌ[JJ.������·��
ͨ��W(xu��)�W(xu��)��,1999,(6):42һ43
�����ٶ��Ď�





 �鿴�Y��
�鿴�Y�� �ղ�
�ղ� �
�  ��
�� ��Ϣ")


