1�����S��֧���Sϵ��B
�Ϻ���݆�C����˾���M���T��HMN�Ͱ��fǧ�f�C�M��݆�C����һֻ�߉��ס�һֻ�Љ��Ͷ�ֻ�͉��״����ã��߉��ס��Љ��������b���S���͉���ɢ����؛�F��ƴ�b����݆�C�߉����Љ����͉�I��II�D�ӷքe����ֻ�����S�Ё�֧�У����и߉��D���Ƀɂ������S��֧�У����������D�ӣ����Љ��D�Ӻ̓ɸ��͉��D�Ӿ�ֻ��һֻ�����S��֧�У����Q���S��֧�У����@�N֧�з�ʽ���H�ǽY�����^�o�����pС���S���Y���ߴ磬ͬ�r���Ԝp�ٻ��A׃�Ό����S�к��d���Sϵ���е�Ӱ푣�ʹ�����C�D����ƽ���\�С��c�������|�����f�C�M���ĸ��������C����ȣ��������M���T����݆�C���S���LҪ��8��10m���Sϵ���Ժ��Σ��S���Y��Ͷ�Y�����@�½���1̖�S����5̖�S��֮�g�������26.4m�����D��֧�з�ʽ���B���l늙C����řC��Ҋ�D1��ʾ��

���S��֧����݆�C�Sϵ���з������C���w����݆�B��ǰ��ͬ�ӷ��Sϵ�����У�����S��δͶ����r�£����ÙC�;��P�D���M�У���S����ʽͶ���ˣ����Sϵ�K�����ġ����S��֧����݆�C�Sϵ�����ı�횸��С��е͡��͵��D�ӿ���݆�yһ���]�����ĸ��Љ��D�ӿ���݆�_ʼ����M�С��������ĕr�茢����݆�R�r�B�ӣ����ڱP���D�ӣ��y�������_��Fֵ�r����횴_�J�R�r��˨���Ʉӵģ��_���y�������ʴ_��
2�����S���S���Sϵ����
2.1 ���S���S������
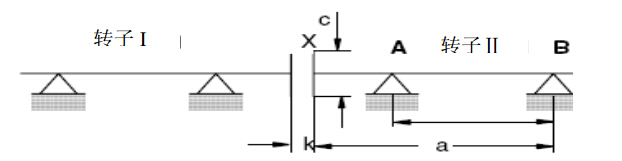
���S���S����݆�C��ÿ���D���Ƀɂ��S��֧�ε�ʾ��D���D���D�� I �ѽ������ꮅ��
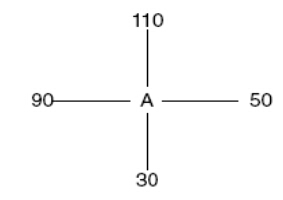
�y���r�õ��y���A�����ߣ������ǜy��������ʾ��D������һ������ϵ�y�D�����õر�ʾÿ���y���c������y��ֵ��
�@���Ա�ʾ���D���������ѽ����е��D�ӏ����H��Ҫ���{�������{��ֵ���nj��c�y��ֵ֮���һ�룬���磺
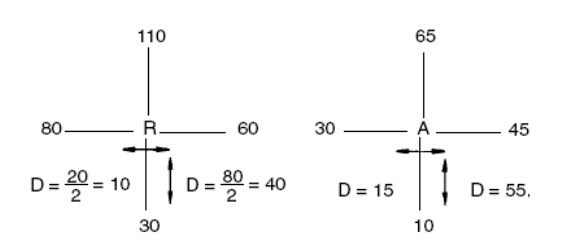
���Oa = 3600mm , b = 3000mm , c = 500mm�������DZ������M�п���݆�z��r�Ĕ�ֵ��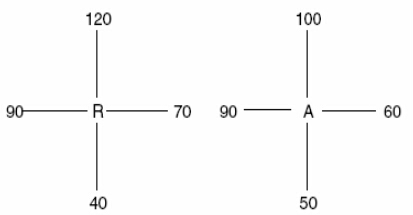
����݆����z��ĽY����Ҫ���D��II ���S��ƽ�� A �� B ���M���{���� ʹ֮�����Ƅ� 0.4mm �����Ƅ� 0.1mm���@�ӏ���λ�þͿ��Ծ��_�����ˡ�ǰ���ѽ�����ᵽ�^�����^�������S��y��ֵӋ�����Ҫ�������M��һ�Ό��в������@�ӾͿ��Ա��C�����{���ѽ������^ӛ̖�ķ�������ȫ�{����λ��
ע���S���g϶�Ĝy��ͨ��������݆�l늙C����ֱ݆����С�ĵط��M�С�
�S���g϶��Ӌ�㼰���S����λ�õ��{�������·����M�У�
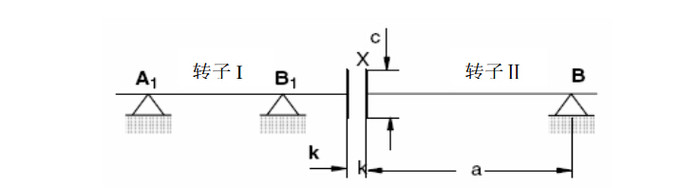
���O���D��ʾ��D����һ�� X ֧�c��֧��ֱ���^С�Ŀ���݆�ϣ������ܗU�Aб���ʣ��ó����µ��Pϵʽ��
k/c = B/a , k/c = A/(a �C b) , B = k��a/c , A = k��(a �C b)/c;
k ��ÿ�Μy�õ��g϶ֵ�����������y�ɂ���Ĝy��ֵ֮�
�ڱ����У������_�ڣ����Եõ� A ��ֵ�飺
A = k��(a �C b)/c = 0.50 �� (3600-3000)/500 = 0.6mm��B ��ֵ�飺 B = k��a/c = 0.50 �� 3600 / 500 = 3.6mm���@��ζ��A �ͮ�̧�� 0.6mm �� B ��̧�� 3.6mm���@�ӾͿ����������_���ˡ�
���ڙM���g϶Ҳ������ͬ�ӵķ����M�У���������݆�y�Ô�ֵ������߅��0.3mm �_�ڡ�
��ˣ�
A = k��(a �C b)/c = 0.30 �� (3600-3000)/500 = 0.36mm�� B = k��a/c = 0.30 �� 3600 / 500 = 2.16mm�� ���������@���g϶���S�� A �� B �քe�����Ƅ� 0.36mm �� 2.16mm��
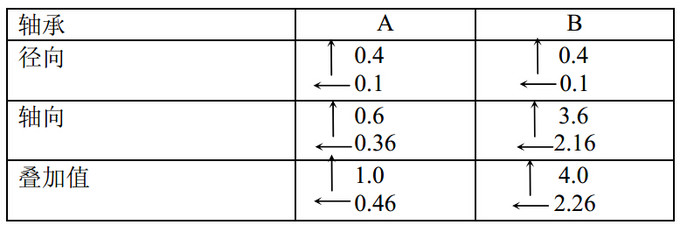
���е��Ƅ��{��ֵ�Ô�ֵ�������гɱ����S�еČ��H�{�������ǃɂ������ϵĎίB��ֵ����ʾ���£�
2.2 ���S���S�е����б��^���Σ�����������݆ƽ��Č����_���^���ʴ_������z��Ϳ��Է��_�M�С��@�ӵ��Sϵ�����У��ѽ�У�е��D���Ãɂ��S�а��T��֧�Ρ���Ҫ�M�Ќ��еĵڶ����D�ӵ����ɶˣ���һ�����й������������o�Կ���݆��˨����Ҏ����֧���D�ӣ��������@���b����D�ӵIJ݈D��
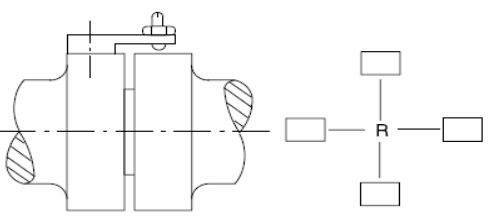
���D�� II �������D�� I �M�Ќ��У�Ҳ���ǰ�ֻ��һ���S��֧�ε��D���������Ãɂ����S��֧�ε��D���M�Ќ��С�������õ������b���ѽ��b�룬�D��II �Ϳ��Է���ԓ�b���У�ʹ���������Ŀ���݆����һ��֧�Ρ�����]���@�ӵ������b�ã��t�����ڿ���݆�^���b��һ���R�r֧���S�У��Q���ߣ����@����ˇ���C���D�ӵē�������������������ɺ���ʹ���D�ӵĿ���݆�B�ӛ]�����ء�
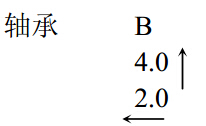
�e���f�������Oa= 3600mm ��c=600mm���S��݆�z��õ�
�D�Д�������������݆�Ϸ��� 0.8mm�_�ڣ���߅��0.4mm�_�ڣ��F��Ҫ�{������
���@Щ�g϶�����_�ڵ��{�������£�
B=0.8��3000/600=4.0mm�� ���_�ڵ��{�����飺B=0.4��3000/600=2.0mm���Y���飺
 ��ͬ���@��Ҳ��Ҫ�M���ٴΜy���Ա��C�y���ʴ_��
��ͬ���@��Ҳ��Ҫ�M���ٴΜy���Ա��C�y���ʴ_��
3��N1000~27/600/600����݆�C���S��֧���Sϵ������
3.1 �����Ĝʂ�
��1���z���D�����ĵ�λ�ã��z���D���c�������g϶���_������ײ���Ì��õĉ��匢�߉��D���ס���Է�ֹ�D���ڱP���^���г��F�S��Z�ӡ�
��2�����߰��b�����Љ��D��ֻ�І�ֻ�S��֧�У��o�������P�ӣ���Ҫ��������ǰ���Љ��D�����C�Ȱ��bһֻ���ߡ�����݆�R�r�B�ӣ���4�w�R�r��˨��1�w�R�r�N��������݆���n��
��3�������Ĺ��ߜʂ䣺�õ��ڳߙz����A���Ãȏ�����z�鏈�ڡ�
3.2 ������
3.2.1 �Sϵ������
��1���Sϵ������������S��δͶ����r���M�У��P���D�ӕr������S�߃ȼ����ɏS���ṩ�Č�����֬��C�;���
��2������݆�B�����nǰ���õ��ڳߙz�鿿��݆��A�Ƿ�һ�£�һ��С��0.05mm�����b�R�r��˨����_��˨�����n�r��횱O�y�D�Ӹ�����֮�g���S���g϶�����ױ��ͬ���M��λ�ƣ��_�����׃Ȳ����o�g϶������ײ��
��3���ڴ_������݆�g��0.50mm���ҵ���r�£��R�r��˨���_����r�y������݆�����_��ֵF1��
��4�������g϶����һ�µ���r�£��P���D��90�㣬�ڴ_������݆�g��0.50mm���ҵ���r�£��R�r��˨���_����r�y������݆�����_��ֵF2��
��5���؏����ϵ����������IJ��y�������ɂ�λ�õĶ����_��ֵF3��F4��
��6���_�J�y����ֵ�ʴ_�ɿ������������C�Ͽ��]�������D���S�i�P�ȵȣ�ͨ�^�{�S�߉|Ƭ�M���{�����{�����S�߽��|��횷���Ҫ�������M�Ќ�݆�����ģ�ֱ���Sϵ���ķ���Ҫ��ע�⣺���{���S�߉|Ƭ�r�����^�����C�{���������^���׃Ȳ����o�����g��С�����g϶������|Ƭ�{�����^�t�������m�����{�����ף��_���׃Ȅ��o�����g�ď����g϶�M���S�߉|Ƭ���{��������
3.2.2 �Sϵ�K����
��1���Sϵ��K���������S���q����ɺ���S��Ͷ����r���M�У�
��2���Sϵ��K�����ķ����c�Sϵ����������ͬ��
3.3 ע�����
��1������݆���nǰ����Aһ��Ҫ�ã���2���P�D��ǰ������݆��˨һ��Ҫ��ȫ�o�̣���3���P�D��ǰ������݆���n�������·ţ���4������݆��0��λ�]������Ҫ��5������݆���{���������Sϵ������r�C�Ͽ��]�M�С�




 �鿴�Y��
�鿴�Y�� �ղ�
�ղ� �
�  ��
�� 


